Traditional equipment is prone to signal interruption or even permanent damage due to water ingress, corrosion or thermal expansion and contraction. Outdoor waterproof fiber optic communication products are designed to solve this pain point. With military-grade protection, super environmental adaptability and stable transmission performance, they build a "never-disconnected" communication network for key scenarios.
1. Comprehensive Product Line: Waterproof Solutions for All Scenarios
1.1 Waterproof Optical Cable Series
Armored Anti-Rodent Optical Cable
Structure: Double-layer stainless steel armor + water-blocking aramid yarn + waterproof gel filling.
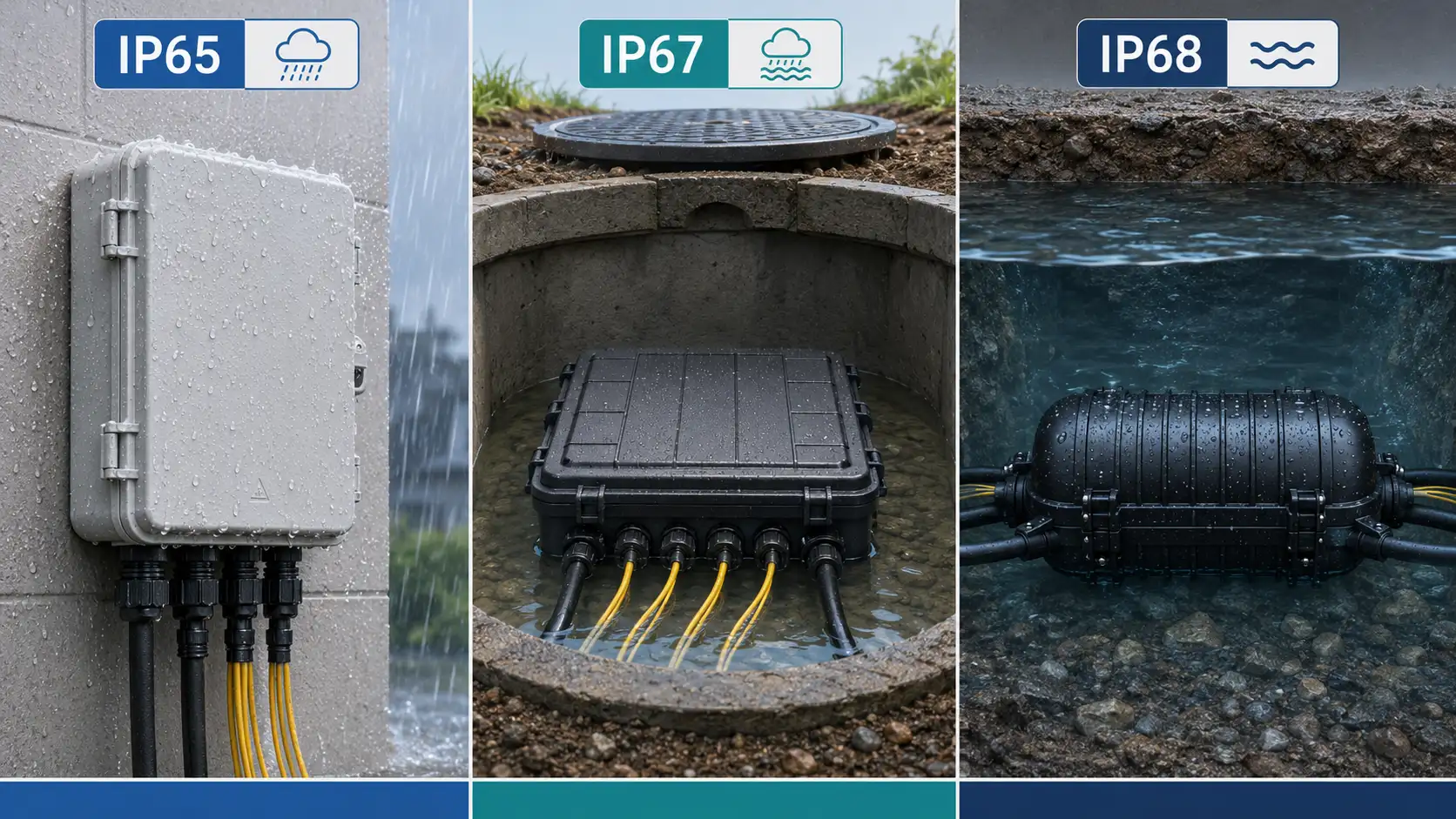
Protection Level: IP68 (remains leak-free after 30 days of continuous immersion in 1 meter of water).
Applications: Underground pipelines, coastal oil fields, forest fire monitoring, and other harsh environments.
Lightweight Self-Supporting Aerial Optical Cable
Features: Non-metallic reinforced core (FRP) + UV-resistant outer sheath, reducing weight by 40%.
Weather Resistance: Operates in extreme temperatures from -50℃ to +85℃ and withstands wind speeds up to 60m/s.
1.2 Waterproof Optical Modules and Connectors
Industrial-Grade SFP+/QSFP28 Optical Module
Waterproof Rating: IP67 (dustproof and resistant to short-term immersion), operational from -40℃ to +85℃.
Technical Highlights: All-metal sealed cavity with nitrogen filling to prevent condensation and moisture intrusion.
MTP/APC Waterproof Fiber Jumper
Connector Protection: Double O-ring silicone seal + dust cap, ensuring over 500 plug-in cycles.
Low Insertion Loss: <0.3dB (single mode @1550nm), optimized for 5G fronthaul CRAN applications.
1.3 Outdoor Integrated Communication Equipment
Waterproof Optical Cross-Connect Box (ODF)
Material: 316 stainless steel enclosure with anti-corrosion coating, ideal for chemical plants and saline-alkali environments.
Intelligent Management: Built-in temperature and humidity sensors, remote alarm support, and automatic dehumidification.
Solar-Powered Optical Transceiver
Power System: High-efficiency monocrystalline silicon solar panel + wide-temperature lithium battery (-30℃ to +60℃).
Transmission Distance: Single-mode fiber supports up to 80km, ideal for remote monitoring and backhaul applications.
2. Core Technologies: Ensuring Ultimate Waterproof Performance
2.1 Multi-Layer Sealing Protection System
Structural Sealing: "Maze-type" waterproof groove design with an air pressure balance valve to prevent negative pressure-induced water absorption.
Interface Protection: Aviation-grade M12 connectors + potting adhesive to ensure impermeability under high-pressure water jet exposure (IP69K).
2.2 Advanced Materials for Environmental Adaptation
Enclosure Materials:
Die-Cast Aluminum Alloy: Lightweight with superior heat dissipation, perfect for high-temperature desert conditions.
Carbon Fiber Reinforced PEEK: Highly resistant to chemical corrosion and mechanical impact.
Cable Sheath: Halogen-free flame-retardant material (LSZH), UL 94 V-0 certified, ensuring no toxic gas release in case of fire.
2.3 Balanced Design for Heat Dissipation and Moisture Resistance
Passive Cooling: Fin-type heat dissipation structure + thermal conductive silicone grease, maintaining a temperature rise below 15℃ at full load.
Active Moisture Control: Integrated molecular sieve desiccant and automatic electric heating dehumidification when humidity exceeds 85%.
2.4 Lightning Protection and Electromagnetic Compatibility
10kV Surge Protection: TVS tube + gas discharge tube dual-layer protection, compliant with IEC 61000-4-5 standards.
Full Shielding Grounding: Multi-point grounding for enclosures and fiber components, achieving electromagnetic interference suppression >90dB.
3. Application Scenarios & Customer Value
3.1 Smart City: Transportation & Security
Case Study: Intelligent transportation system in a coastal city.
Challenge: Frequent camera failures during typhoon season due to heavy rainfall.
Solution: Deployment of IP68 waterproof optical cables and industrial-grade ONUs reduced failure rates by 92% over three years.
3.2 Energy Industry: Oil Fields & Power Grids
Case Study: Monitoring network in a desert oil field.
Challenges: Extreme temperature fluctuations (70℃ difference between day and night) and sand erosion.
Solution: High-temperature resistant optical modules (85℃) and dustproof optical cross-connect boxes, increasing MTBF to 150,000 hours.
3.3 5G Base Stations: Rural & Mountainous Coverage
Case Study: 5G macro station deployment in a plateau region.
Requirement: RRU fiber connections must withstand extreme cold and ice accumulation.
Solution: Self-heating waterproof fiber distribution frames ensure normal operation at -40℃ by preventing ice buildup.
4. Service Commitment: End-to-End Support
Customized Solutions: Tailored topology designs and protection level configurations based on geographical conditions and network requirements.
Rapid Delivery: Nationwide coverage with eight major storage centers, enabling 72-hour emergency order fulfillment.
Intelligent O&M: IoT-enabled management platform for real-time monitoring of optical power, equipment temperature, and fault diagnostics with 99% accuracy.
5. Conclusion: Uncompromising Protection for Seamless Connectivity
In an era where connectivity underpins smart cities, industrial operations, and everyday life, FOCC's waterproof fiber optic communication solutions set new benchmarks for extreme environment reliability. Designed with military-grade quality and cutting-edge technology, our products guarantee seamless data transmission-whether in torrential rain, desert storms, or freezing conditions.
Choosing FOCC means choosing uninterrupted connectivity-wherever, whenever.
For further product manuals, test reports, or customized solutions, contact our technical team today!